Poptat
BUC E CNC

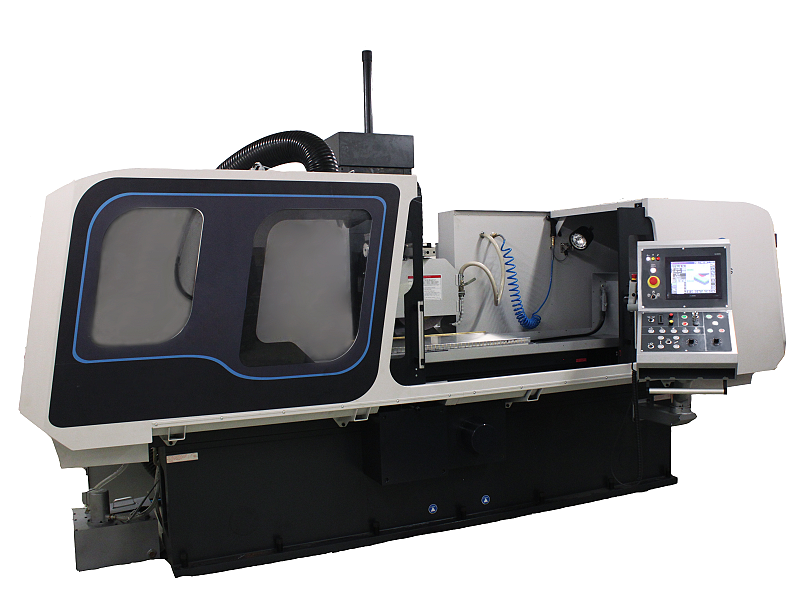
CNC bruska BUC E CNC je univerzální hrotová válcová bruska se třemi řízenými osami X, Z a C. Je určena pro přesné broušení vnějších válcových a kuželových ploch podélným i zapichovacím způsobem, včetně tvarového a čelního broušení. Robustní litinová konstrukce, kuličkové šrouby a servomotory zajišťují vysokou stabilitu a opakovatelnost při broušení obrobků až do hmotnosti 3000 kg.
CNC bruska BUC E CNC – univerzální hrotová válcová bruska pro těžké obrobky
CNC bruska BUC E CNC je plně numericky řízená univerzální hrotová bruska určená pro přesné a stabilní broušení rotačních obrobků velkých rozměrů a hmotností. Stroj je vybaven třemi řízenými osami – osou X (přísuv brousicího vřeteníku), osou Z (podélný posuv stolu) a osou C (otáčky pracovního vřeteníku).
Bruska je určena především pro řízené broušení vnějších válcových a kuželových ploch, a to podélným i zapichovacím způsobem. Standardem je rovněž tvarové broušení, včetně broušení přechodů mezi různými průměry a rádiusy. Konstrukce stroje umožňuje také broušení čelních ploch a – při použití volitelného zařízení pro vnitřní broušení – rovněž broušení vnitřních válcových a kuželových otvorů.
Obrobky lze upínat mezi hroty, letmo do sklíčidla nebo na magnetickou desku. Unášecí vřeteník, brousicí vřeteník i horní stůl jsou otočné, což umožňuje přesné broušení kuželů a složitějších geometrických tvarů. Díky tomu je CNC bruska BUC E CNC vhodná pro širokou škálu technologických aplikací v kusové i malosériové výrobě.
Pohyb brousicího vřeteníku a stolu je realizován pomocí kuličkových šroubů a servomotorů, což zajišťuje plynulý chod, vysokou přesnost polohování a vynikající opakovatelnost broušení. Stroj je dimenzován pro obrábění obrobků o hmotnosti až 3000 kg na jeden kus, a je proto určen i pro velmi těžké a rozměrné dílce.
Lože a stůl CNC brusky BUC E
Lože stroje, spodní i horní stůl jsou vyrobeny z kvalitní šedé litiny, která zajišťuje vysokou tuhost a výborné tlumení vibrací. Po odlití jsou všechny dílce podrobeny procesu stárnutí, jehož cílem je odstranění vnitřních pnutí materiálu.
Následně probíhá přesné obrábění všech vodicích ploch na loži a stolech na speciálních strojích určených pro vedení. Nejzásadnějším krokem pro dosažení vysoké přesnosti je ruční škrábání vodicích ploch, které zajišťuje optimální kluzné vlastnosti a mimořádně přesné vedení.
Konečná fáze výroby zahrnuje broušení stolů, ložat, mezidesek a dosedacích ploch. Veškeré operace podléhají nejpřísnějším přesnostním kritériím. Spodní i horní stůl jsou broušeny a kontrolovány dle Protokolu o přesnosti.
Brousicí vřeteník CNC brusky BUC E CNC
Brousicí vřeteník typu FKS 180 × 610 L je navržen s důrazem na maximální radiální i axiální tuhost. Pro uložení vřetena jsou použita vřetenová ložiska s kosoúhlým stykem řady 70 se zvýšenou tuhostí EX od výrobce SNFA.
V místě brousicího kotouče je zušlechtěná hřídel uložena na čtveřici ložisek spárovaných do skupiny TDT s mezikroužky a středním předpětím M. V oblasti řemenice je použita dvojice ložisek ve skupině DD, rovněž s předpětím M, uložená suvně v tělese vřeteníku. Celá sestava je předepnuta silou 1000 N.
Díky vhodné volbě komponent je dosažen rozsah obvodové rychlosti brusného kotouče 10–50 m/s. Výměnné těleso patrony je konstruováno pro minimální životnost 12 000 provozních hodin bez nutnosti údržby, při zachování obvodové házivosti do 2 µm.
BP
Warning: Undefined variable $detail in /data/5/e/5ea55eb5-0be7-4ee6-91ff-dfd030e72ebb/strojimport.cz/web/wp-content/themes/strojimport/single.php on line 160

BRH
BHCR CNC
BHC CNC
BUC E CNC
BHM CNC
BHMR CNC
