Poptat
BHMR CNC
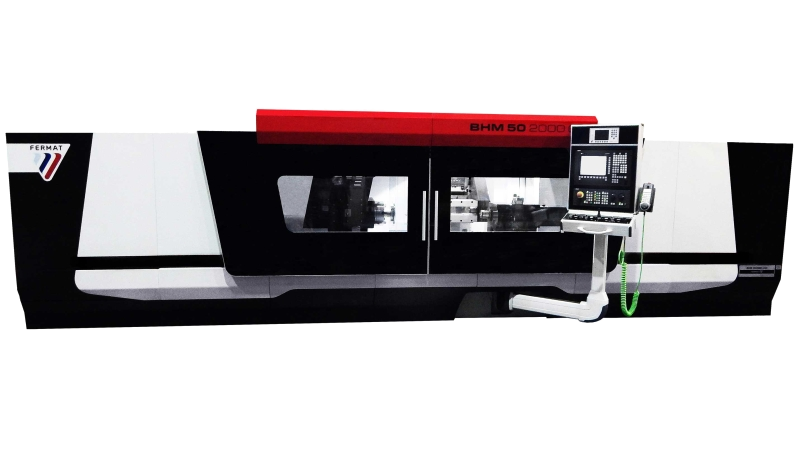
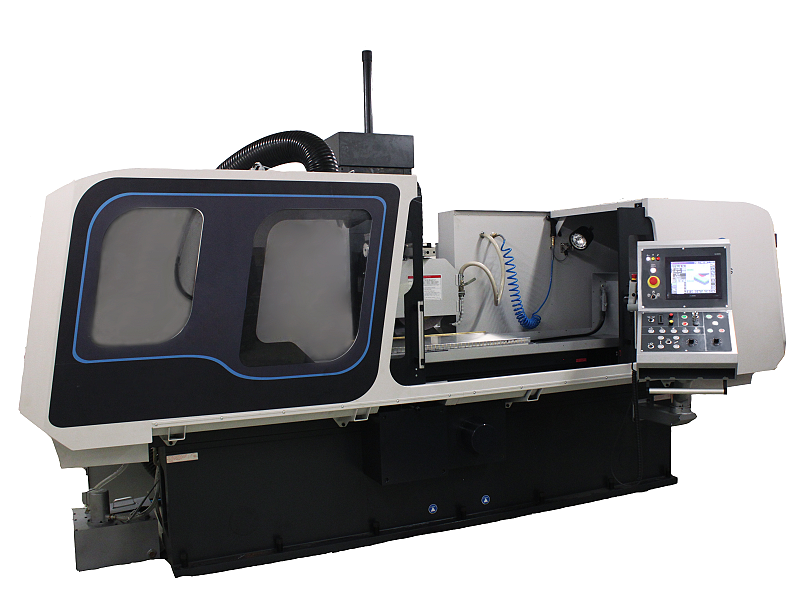
Univerzální hrotová bruska BHMR je určena pro vnější, popř. vnitřní broušení obrobků upnutých mezi hroty nebo letmo ve sklíčidle (zvláštní příslušenství) v unášecím vřeteníku, s možností postupného zapichovacího broušení, podélného broušení se stolem pohyblivým i zapichovacího broušení se stolem nepohyblivým nebo oscilujícím. Při upnutí mezi hroty je možné podélně brousit obrobky válcovité nebo kuželovité. Tzv. táhlé […]
Univerzální hrotová bruska BHMR je určena pro vnější, popř. vnitřní broušení obrobků upnutých mezi hroty nebo letmo ve sklíčidle (zvláštní příslušenství) v unášecím vřeteníku, s možností postupného zapichovacího broušení, podélného broušení se stolem pohyblivým i zapichovacího broušení se stolem nepohyblivým nebo oscilujícím. Při upnutí mezi hroty je možné podélně brousit obrobky válcovité nebo kuželovité. Tzv. táhlé kužele je možné brousit interpolací osy X a Z. Brousicí vřeteník je oboustranně natáčivý. Umožňuje brousit kolmým zapichovacím způsobem při natočení vřeteníku. Tohoto způsobu lze využít zejména při broušení strmých kuželů a při současném broušení válcových a přilehlých čelních ploch obrobků.
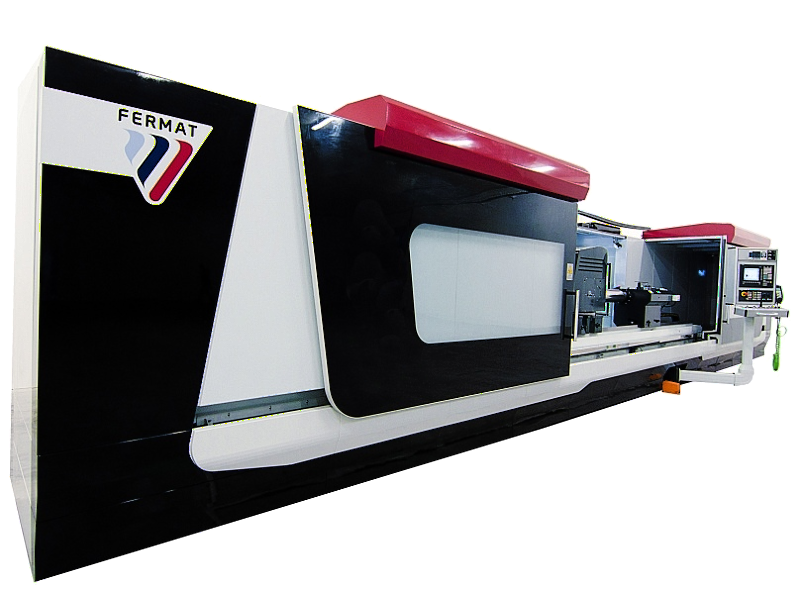
Univerzální hrotová bruska BHMR se uplatní při výkonném broušení obrobků do hmotnosti 850 kg nebo 1000 kg v případě broušení v otevřených opěrkách, v kusové a malosériové výrobě. Samočinný pracovní cyklus, možnost seřízení a vybavení ovládacím měřidlem předurčují stroj i pro ekonomické broušení v sériové výrobě. Bruska uspokojuje vzrůstající požadavky na zvýšené výkony při zachování univerzálnosti a snadné obsluhy. Brousí v pracovní přesnosti IT 4. Je vybavena moderními konstrukčními prvky, mezi které se řadí přísuv brousicího vřeteníku kuličkovým šroubem s valivým vedením brousicího vřeteníku. Podélný posuv stroje je též ovládán kuličkovým šroubem.
Bruska je osazena řídicím systémem SINUMERIK 840D sl a servopohony SINAMICS S 120 na osách X, Z a B. Automatické natáčení brousicího vřeteníku kolem svislé osy B, vybaveného až třemi nástroji, podstatně rozšiřuje technologické možnosti brusky. Zejména je zde zvýšená schopnost brousit obrobky více nástroji na jedno upnutí. Interpolace na sebe kolmých os podélného posuvu stolu (osy Z) a příčného posuvu brousicího vřeteníku (osy X) umožňuje použití široké škály metod broušení a tvarových orovnání jak kotoučů pro vnější broušení, tak i kotoučů vnitřního broušení. Čelní plochy obrobku je možné brousit stranou brousicího kotouče nebo při upnutí obrobku letmo a natočení unášecího vřeteníku o 90 stupňů vlevo obvodem brousicího kotouče.
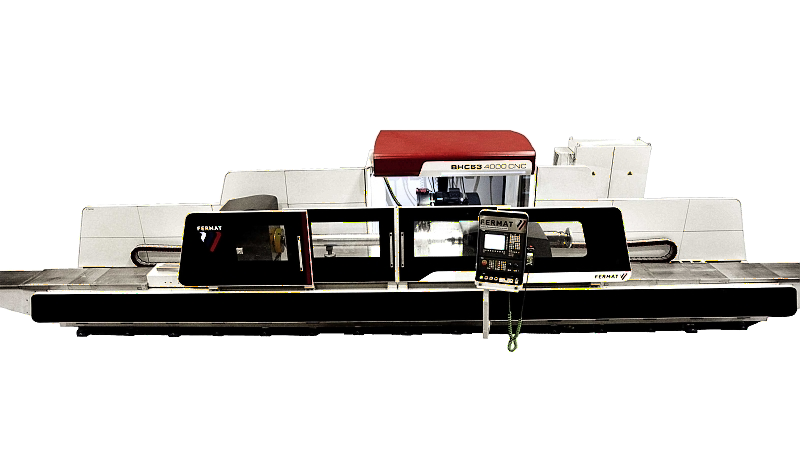
Lože stroje, stejně jako stůl jsou vyrobeny z vysoce kvalitní šedé litiny. Po odlití následuje vždy proces stárnutí a následně hrubování. Všechny vodící plochy lože a stolu jsou dále broušeny na speciální brusce na vodící plochy a následně zaškrabány pro lepší kluzné vlastnosti a vyšší přesnost vedení